Режущий инструмент
При работе на токарных станках применяют различные режущие инструменты: резцы, сверла, зенкеры, развертки, метчики, плашки, фасонный инструмент и др.
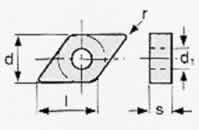
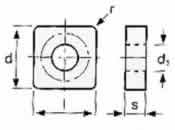
Токарные резцы являются наиболее распространенным инструментом, они применяются для обработки плоскостей, цилиндрических и фасонных поверхностей, нарезания резьбы и т.д. Элементы резца показаны на рисунке.

Резец состоит из головки (рабочей части) и стержня, служащего для закрепления резца в резцедержателе.
Передней поверхностью резца называют поверхность, по которой сходит стружка. Задними (главной и вспомогательной) называют поверхности, обращенные к обрабатываемой детали. Главная режущая кромка выполняет основную работу резания. Она образуется пересечением передней и главной задней поверхностей резца.
Вспомогательная режущая кромка образуется пересечением передней и вспомогательной задней поверхностей.
Вершиной резца является место пересечения главной и вспомогательной режущих кромок.

Для определения углов резца установлены понятия: плоскость резания и основная плоскость. Плоскостью резания называют плоскость, касательную к поверхности резания и проходящую через главную режущую кромку резца (смотри рисунок).
Основной плоскостью называют плоскость, параллельную направлению продольной и поперечной подач; она совпадает с нижней опорной поверхностью резца.
Углы резца разделяют на главные и вспомогательные (смотри рисунок). Главные углы резца измеряют в главной секущей плоскости, т. е. плоскости, перпендикулярной проекции главной режущей кромки на основную плоскость.

Главным задним углом a называется угол между главной задней поверхностью резца и плоскостью резания. Углом заострения b называется угол между передней и главной задней поверхностями резца. Главным передним углом g называется угол между передней поверхностью резца и плоскостью, перпендикулярной плоскости резания и проходящей через главную режущую кромку резца. Сумма углов a+b+g=90 градусов. Углом резания d называется угол между передней поверхностью резца и плоскостью резания. Главным углом в плане j называется угол между проекцией главной режущей кромки на основную плоскость и направлением подачи. Вспомогательным углом в плане j называется угол между проекцией вспомогательной режущей кромки на основную плоскость и направлением подачи.
Углом при вершине в плане e называется угол между проекциями главной и вспомогательной режущих кромок на основную плоскость. Вспомогательным задним углом a1 называется угол между вспомогательной задней поверхностью и плоскостью, проходящей через вспомогательную режущую кромку перпендикулярно основной плоскости.
Углом наклона главной режущей кромки l называется угол между главной режущей кромкой и плоскостью, проходящей через вершину резца параллельно основной плоскости.
Резцы классифицируются:
по направлению подачи - на правые и левые (правые резцы на токарном стане работают при подаче справа налево, т. е. перемещаются к передней бабке станка);
по конструкции головки - на прямые, отогнутые и оттянутые (смотри рисунок);

Резцы: а - прямые, б - отогнутые, в - оттянутые
по роду материала - из быстрорежущей стали, твердого сплава и т. д.;
по способу изготовления - на цельные и составные (при использовании дорогостоящих режущих материалов резцы изготовляют составными: головка - из инструментального материала, а стержень - из конструкционной углеродистой стали; наибольшее распространение получили составные резцы с пластинами из твердого сплава, которые припаиваются или крепятся механически);
по сечению стержня - на прямоугольные, круглые и квадратные;
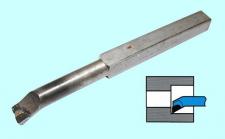
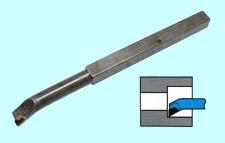
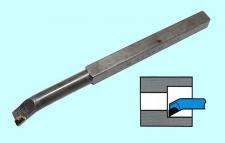
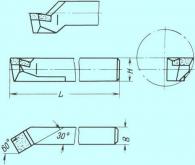
по виду обработки - на проходные, подрезные, отрезные, прорезные, расточные, фасонные, резьбонарезные и др. (смотри рисунок).
Токарные резцы для различных видов обработки:

а - наружное обтачивание проходным отогнутым резцом, б - наружное обтачивание прямым проходным резцом, в - обтачивание с подрезанием уступа под прямым углом, г - прорезание канавки, д - обтачивание радиусной галтели, е - растачивание отверстия, ж, з, и - нарезание резьбы наружной, внутренней и специальной